




時代を先取りした
最新機器情報の提供
地道な基礎研究・たゆみない応⽤技術・厳しさを増す品質管理と共に、私たちは常に産業界へ、時代を先取りした提案・システムアップされた機器の提供と活⽤技術を通じて、貢献できることを何よりも誇りとしてきました。
これからも未来を⾒据えて、⼈と環境の調和をはかる科学技術、その無限の可能性を追い求めてまいります。
地道な基礎研究・たゆみない応⽤技術・厳しさを増す品質管理と共に、私たちは常に産業界へ、時代を先取りした提案・システムアップされた機器の提供と活⽤技術を通じて、貢献できることを何よりも誇りとしてきました。
これからも未来を⾒据えて、⼈と環境の調和をはかる科学技術、その無限の可能性を追い求めてまいります。
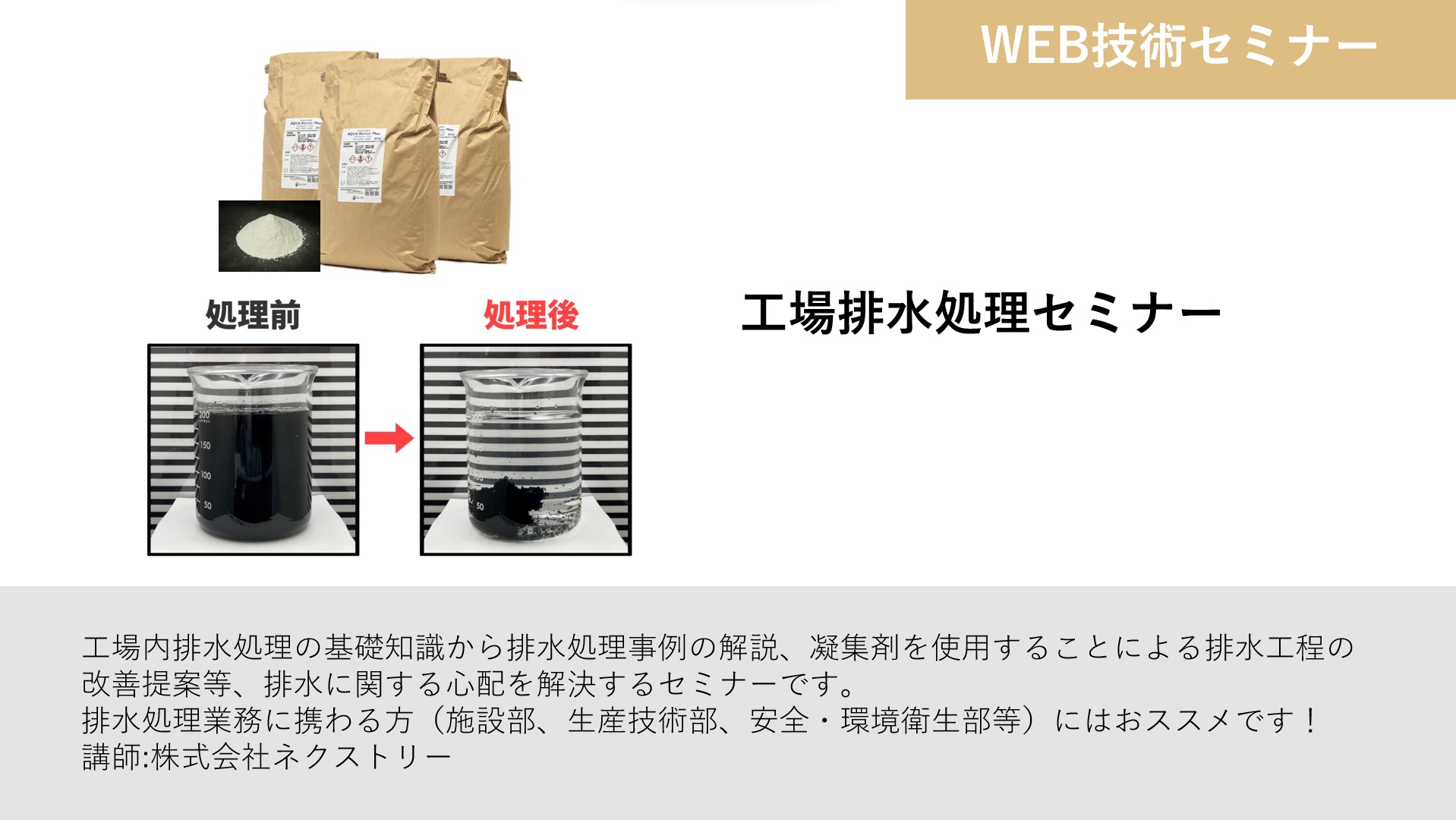
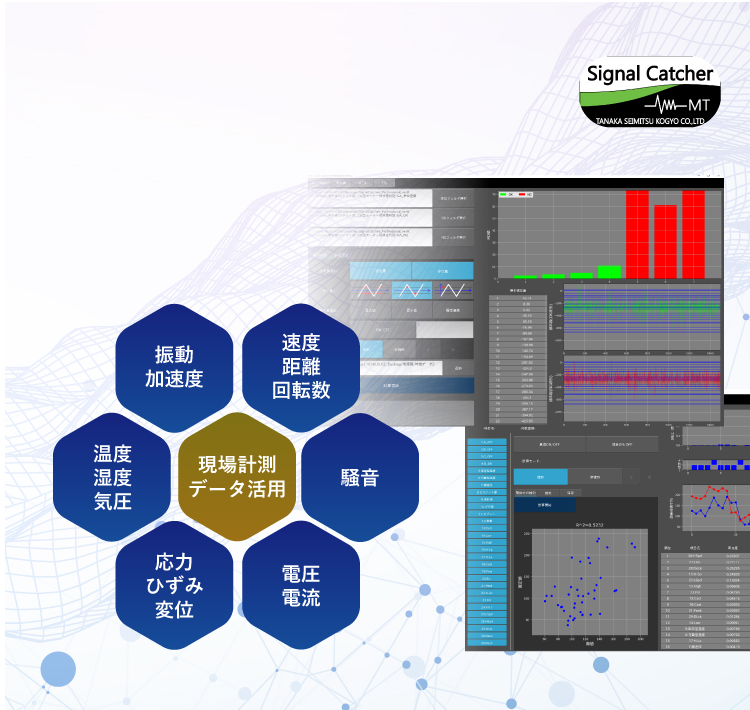
当社独⾃ネットワーク調査による全国企業データを活⽤し、年間数⼗回のwebセミナーを実施、
youtube公式チャンネルでの製品動画公開など、様々なチャンネルで貴社製品をご提案可能です。
販売パートナー契約をご希望のメーカー様はお気軽にお問い合わせください。