

測定工具とは
測定工具とは、対象物の寸法や重さなどの量を数値や符号を用いて測るためのものです。
加工の現場では、加工した製品が正しい形状や寸法で作られているかを検査するのに使用したり、加工中の材料が正確な位置にセットされているかをチェックしたりするのに利用されています。
今回はノギスとマイクロメータについてご紹介いたします。
新潟精機株式会社について
新潟精機株式会社は1960年(昭和35年)に設立し、測定工具の製造販売を開始しました。
以来、60年以上にわたり測定工具、ピンゲージ・リングゲージ等の製品を3万点も製造販売しています。(ISO9001を全工場・全部門が取得)
2009年にはピンゲージ業界で初めて「長さ」区分でJCSS校正事業者に登録され、ISO/ICE17025の基準をみたした校正業務を行っており、同年に四日町工場(直尺・曲尺)は新JISを認証取得しています。
ノギス
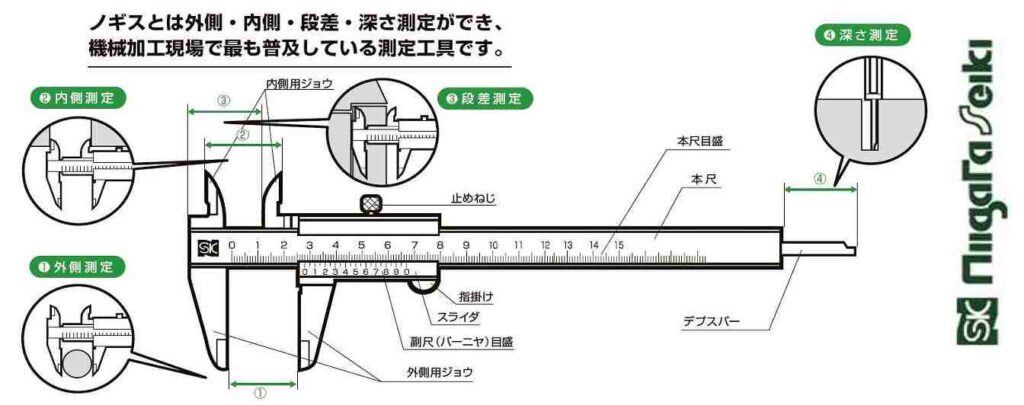
ノギスは寸法を測るためもので、機械加工現場では頻繁に使われている測定工具です。
使用用途として4つの(外側・内側・段差・深さ)測定が可能な工具です。
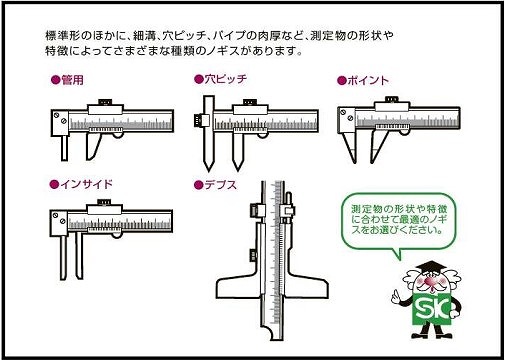
標準形の他に、管用、穴ピッチ、ポイント、インサイド、デプスなどがあります。
ノギス取扱方法
ノギスの外側用・内側用の先端部にあるジョウ(ツメ)を測定したい場所にあてがい、指でスライダを動かすことで外径・内径の寸法を測定できます。
※ノギスの測定物への当て方は、平行する面や円筒体に対して垂直に当てます。
ジョウ(ツメ)とは反対側にあるデプスバーを使用することで深さが測定できます。
意外と認知されていませんが、段差は内側用ジョウを使用することで測定できます。(図1参照)
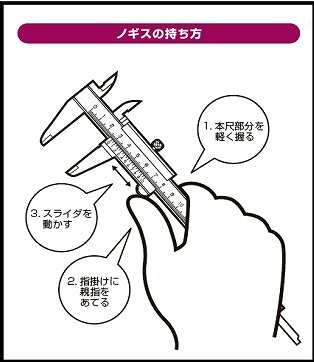
※基本的なノギスの持ち方は図2を参照ください。

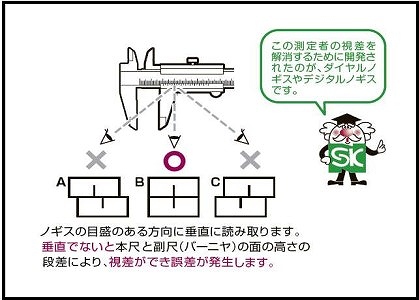
ノギスの寸法表示にはアナログ式とデジタル式があり、図1・2は目盛り表示がアナログ式です。
※アナログ式は目盛りの見方に慣れが必要です。
図3はデジタル式で誰でも一目で寸法が確認できる表示になっています。
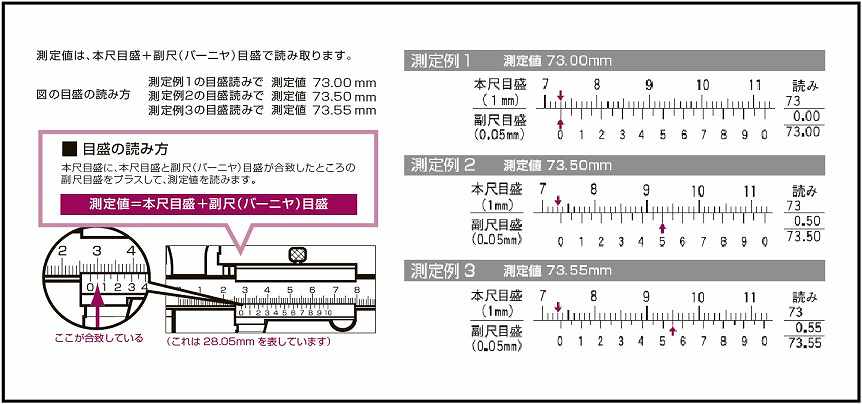
アナログ式の目盛りの見方は図4・5をご参照ください。
ノギスの使い方動画
使用前後に下記メンテナンスを行うことで摩耗具合を確認できます。
- スライダの動きにムラが無いか確認
ムラがある場合は、油砥石で本尺をきれいにしてください。 - ゼロ点の合致確認
バーニヤの0と10の目盛りが本尺の目盛りと合致していなくてはいけません。 - ジョウの確認
外側用ジョウを閉じた状態で外側用ジョウの部分を光に透かして、光が漏れていないか確認してください。 - デプスの確認
基準面を垂直に立てて、2.同様に0と10の目盛りが本尺と合致していなくてはなりません。
ノギスのメンテナンス動画
マイクロメータ
マイクロメータは、ノギスと同様に寸法を測定するための工具です。
ノギスよりも精度の高い測定に用いられ、精密なネジの回転を利用し、精密な長さの測定に用いる測定器です。
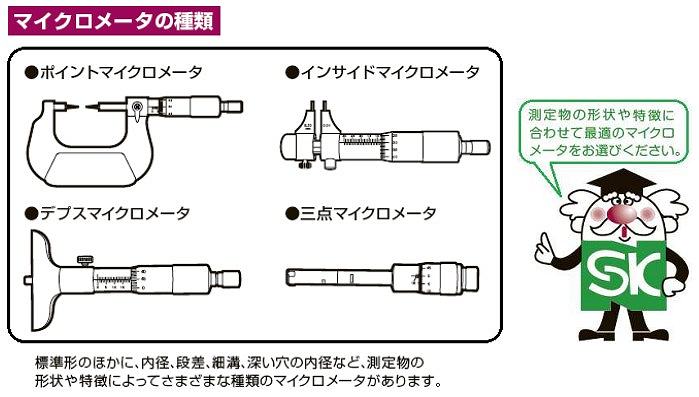
マイクロメータには標準形(外径)の他にも内径、段差、細溝など対象物の形状や特徴にあったものや、ポイント・インサイド・デプス・三点マイクロメータと様々な種類があります。
マイクロメータ取扱方法
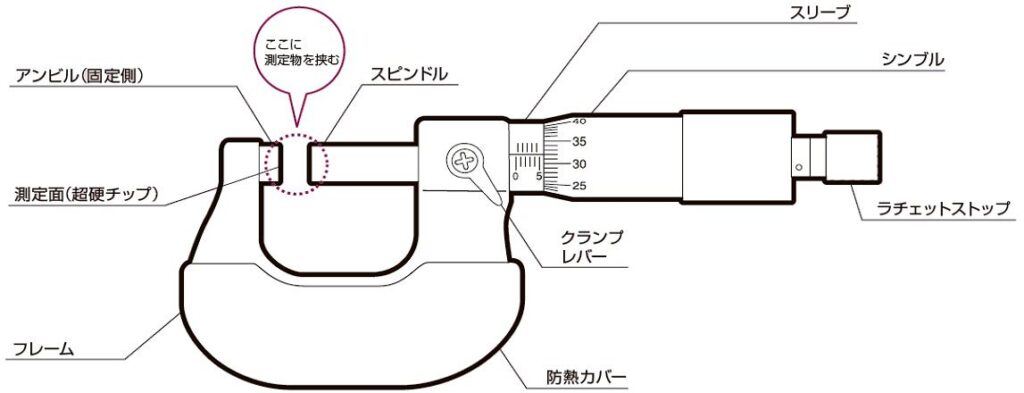
アンビルとスピンドルと呼ばれる棒の測定面に対象物を挟んで寸法を測定します。
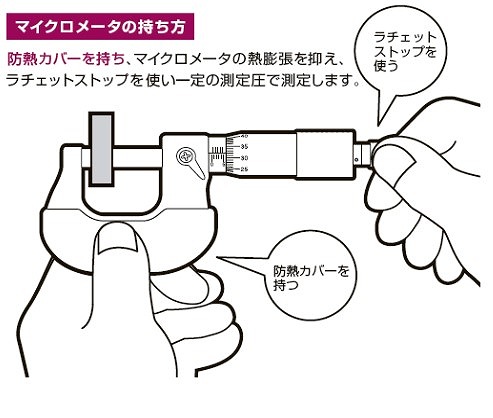
防熱カバーを持ち、マイクロメータへの熱膨張による影響を抑え、ラチェットストップを使いスピンドルを動かし、一定の測定圧で測定します。(図7を参照)

マイクロメータの寸法表示にもアナログ式とデジタル式があり、図6・7は目盛り表示がアナログ式です。※アナログ式は目盛りの見方に慣れが必要です。
図8はデジタル式で誰でも一目で寸法が確認できる表示となっています。
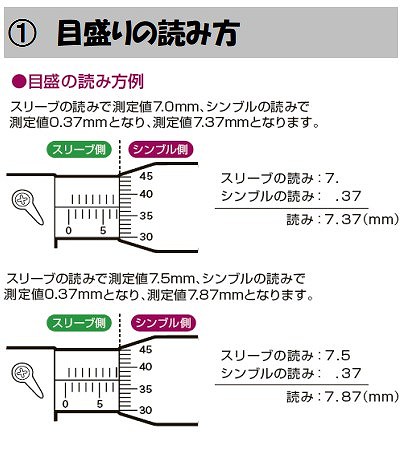
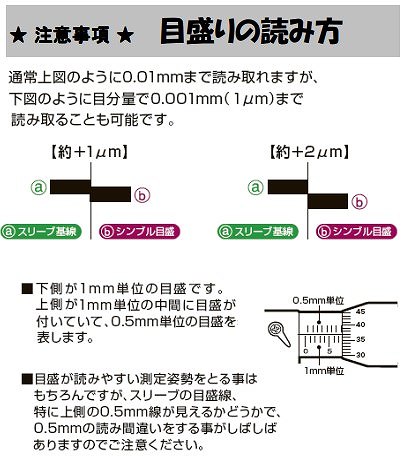
アナログ式の目盛りの見方は下の図9・10をご参照ください。
マイクロメータ使い方動画
マイクロメータは定期的に0合わせを行い、測定にズレがないかを確かめることができます。
下の図11では0合わせの流れをご紹介します。
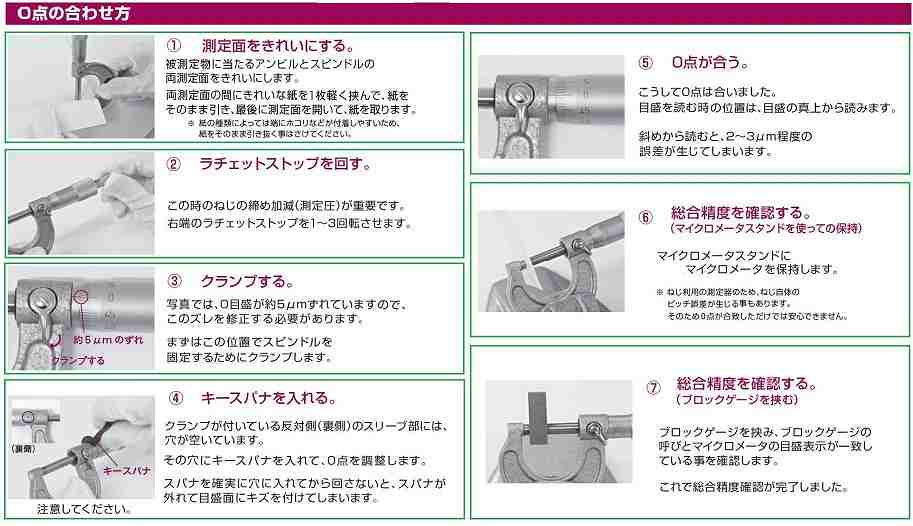
※ブロックゲージは新潟精機株式会社で取り扱っております。
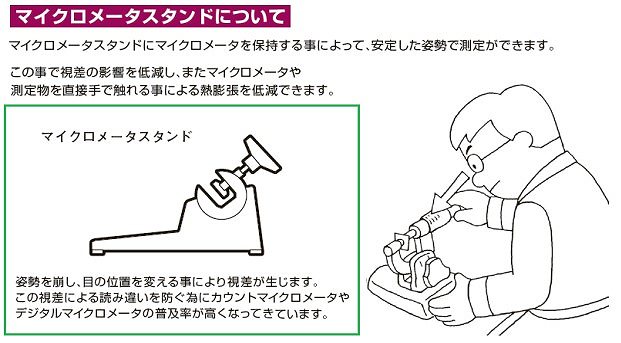
耐熱カバーを持ちながらの測定では不安定な測り方になる場合がありますので、そのような時にはマイクロメータスタンドを使います。
マイクロメータスタンドを使用すれば、安定した姿勢で測定でき、マイクロメータの熱膨張を低減でき、視差による読み間違いを起きにくくできます。(図12)
ノギス・マイクロメータに関するご相談、お見積依頼は下記より問い合わせください。







